Second part
The first part of no. 213s repair can be found here (login required).
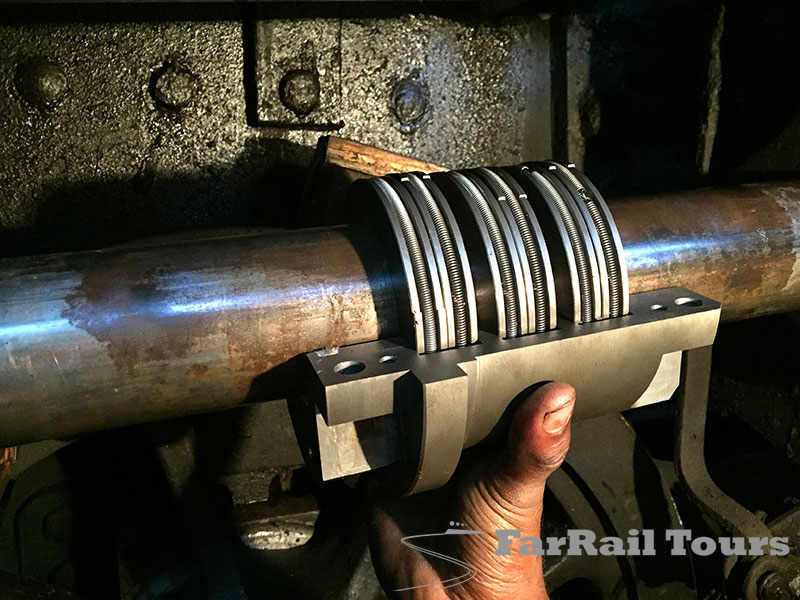
... and in 2016 on a FarRail Tours charter event (the cylinder drain cocks are closed, it's all about the glands!):

The point we started from:

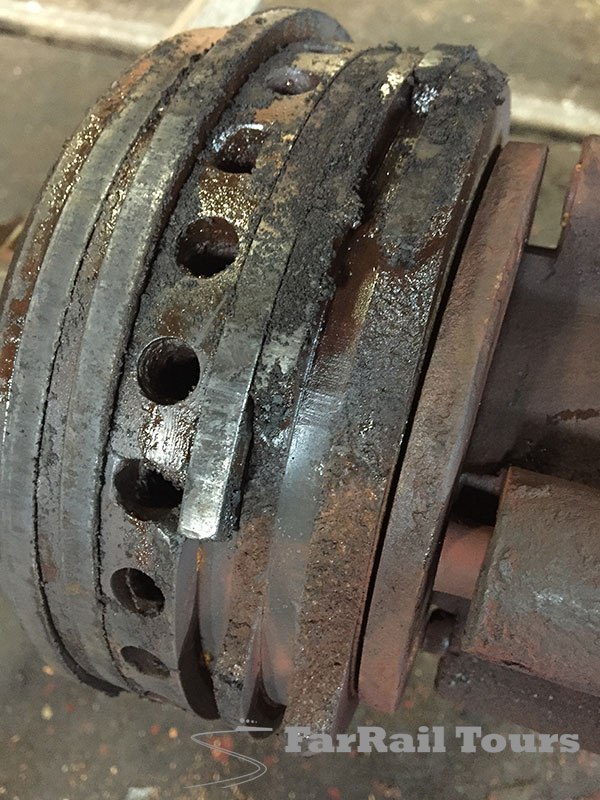
Heftily leaking glands:




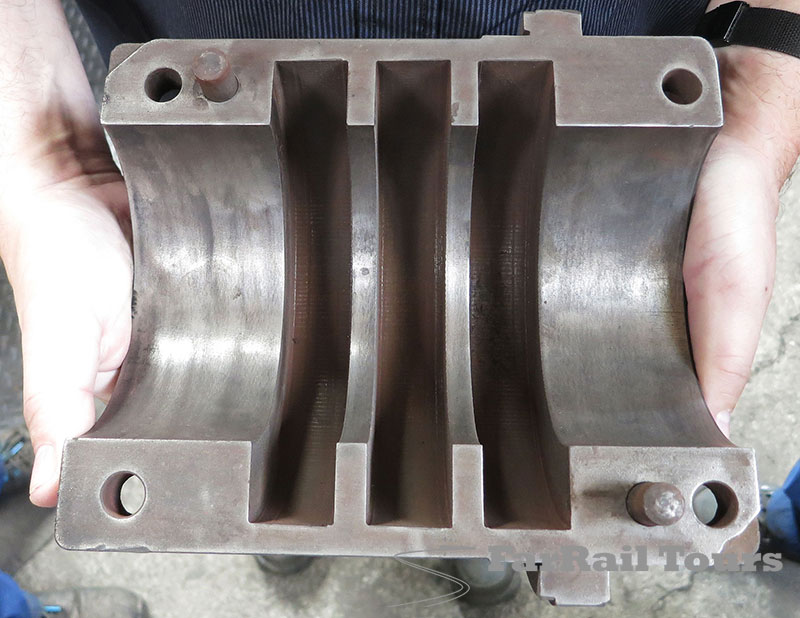
Bernd: Hi Arron, Yes, South Africa was superb. I'm still processing pictures. Some more attached. Sri Lanka: holy shit! These are the valve rings, that's for sure! You see that they are tempered. Now we have a real BIG problem. I could order new rings here in Germany, they are usually in stock. Problem is that they need the exact dimensions.
Producing new valve heads is a big task. The material needs to be fit for that, the dimensions need to be exact. But the sleeves causing headaches, too. They were tempered to a degree that it is likely every new ring will be destroyed again. I think that's what the problem caused: the old and worn rings could cope with it, they were not efficient and didn't seal the sleeves against the steam, but they weren't crushed and crumbled in the sleeves. Combining old with new was always a problem, but now we have a real problem: how to produce new sleeves and how to get them into the sleeve casing? I have no idea of that. I know the problem, but not the solution.
I will call Meiningen tomorrow and hope to find someone who has an idea. Maybe I need to pay someone who could fly over there to solve the problem, but this won't be easy.
Good to hear that everyone was friendly and helpful.
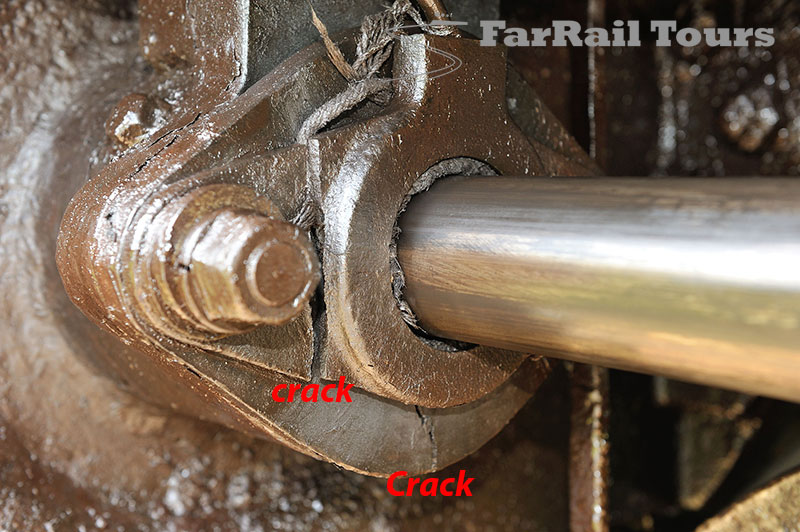
Thanks a lot for your pictures, I'll use some of them for the next newsletter. The picture with the bit of a ring in the split of the seal ring is gorgeous.
I'm very stressed now, I caused the whole disaster. If we would have let the loco untouched it could have run for a few more tours in a flat section before it would have been too weak for anything, but now in its current state it's a complete disaster. Very frustrated, Bernd
Arron: Hi Bernd
Yes, it is very disappointing and frustrating.
However, we do need to keep in mind that it was not working well and they asked us to help them.
Before hiring someone lets see what they find. We did think in March that this was a potential problem. As we know, it needed rings more than 12mm deep to make up the space. The new rings would be so much tighter than the originals but due to wear had less support than they required.
The rings will probably of broken on the steam ports and so dropped onto the port space. So if we are lucky there may not be much damage to the valve sleeve.
I looked into the ports on both sides but could not find any broken bits, however this was only on the front end of the valves.
Another issue is the valve rod bearings, these are so worn that the valves head are not in the centre of the sleeve... making the bad situation worse.
In March I found 3 'new' valve heads, all 3 had 4 ring grooves and the drifting valve. These were in the pile of parts at the side of the building where the spare cylinders were. They were slightly large diameter that the sleeves. There may be a 4th one under there somewhere. Time was too short to do any more.
I looked at them and considered what was required to make another valve head. The casting has porting inside it for the drifting, but this could be done by cross drilling.
We did what we could. We are still trying to help them. I feel the responsibility also, one of the main reasons I stayed longer in March.
The thought then of leaving the loco in the dismantled state that it was on the Saturday was too much for me. Luckily I was able to stay and see it back together.
Noel said that the crew reported that the loco steamed very well and seemed to have lots more power. Looking back perhaps we should have just done what we originally set out to do. Investigate the poor steaming and train the crews. We did both of those and did them well. However it's required much more work than we thought, Noel and Sandum both recognise this fact.
Let's wait and see what they find. Then decided what action is required.
Let's keep in touch and think of some solutions.
Just arrived home!
Regards Arron
Bernd: Hi Arron,
Welcome back home.
It was me who offered the help. So I feel obligated to do so until the locomotive is working again and much better than before.
The problem are the worn and tapered sleeve ends as well as the bearings (and that the sleeves are oval instead of round and the valve heads are oval too and, and, and). As far as I can see this can only be healed with new sleeves. But I have no clue how to make them. The needed cast iron is probably not available in Sri Lanka. But bringing it with us is too heavy and too large. I feel I'm sitting in deep shit.
Thank you so much for flying over there and all your hard work.
Let's wait what they will report once they opened the valves.
I didn't manage to call Meiningen today, too many other commitments.
Best regards,
Bernd
Noel: Dear Bernd,
Understand that there is a real problem in hand! How do we go from here? I want to send 213 to Ratmalana minus connecting rods and get them to pull out the pistons and valves to see what has gone wrong? I can get Sandun to take some pictures and sent via WhatsApp. Please let me know your thoughts!
Kind regards, Noel
Arron: Hi Bernd
I think that is the wise thing to do. See what they report. Might be a real mess, might not be.
Unlikely that they have the fine grade cast iron that is required.
There are spare cylinders, but what are they for? How easily (or not) will the sleeves press out?
Can we find a boring machine and bore them out a little and use larger valve heads and rings.
Thank you for the opportunity to do this. It is something special.
Bernd: Bore them wider is always possible unless the sleeve thickness is too thin. But that is what you would do in a workshop, usually, you bore them to a new diameter. With new valve heads and new rings this should be the best option. But do they have a moveable boring mill? I doubt. I fear we need to take out the whole valve - and I think this is not possible. It would be possible to let them build a boring mill which could be attached to the valve (or the cylinder). Many other countries do that. Let's have a look at El Maitén, they are very good in improvisation. They did and still do all overhauls themselves.
Arron: I saw one of Riley & Sons engineers at the weekend, he is on their contract to look after and operate Flying Scotsman. I asked him about boring liners, he said it is something they do and they are happy to travel in Europe...I had to explain where Sri Lanka was...ah, too far.
We talked about removing liners, he said it would be very difficult if not impossible, they cut them out with a grinder. New liners are shrunk in using a refrigerant gas to cool the liner, then just pop it in.
Asking about their boring machine, they have 2. One for cylinders and one for valve sleeves. Both are very old and he thinks self made 40+ years ago.
Many years ago in live steam circles I met a guy who had done cylinder boring with his own machine many years before, machine sold long ago. I can not remember his name, where he was from or even what he looked like. But, he was building a model of GWR 111, an unsuccessful Pacific from early years. I am asking around the live steam about such a loco and its builder...perhaps we can find him and ask questions.
I think we need to see what has happened and then we can plan from there. I did strongly suggest to Sandum that they must not move it with the rods on. They must remove them. Seeing Noel's email it looks like he has understood this.
Bernd: I fear the next trip will be a big one. Boring sleeves, fine-grinding them, new valve heads and rings. If they only could get us the fine and blowhole-free cast iron, things could be produced there. New glands and casings ... That's a big job, and I never did it. So it would be really good to have one who has some experience.
Arron: Yes, its getting complex. However, I am sure that we will find a solution. I found the machine man.
Alan: Hi Aaron,
Yes, the machine I mentioned was made by the Machine Shop staff at the Bridgnorth workshops of the Severn Valley Railway, in Shropshire.
Basically it was a portable boring device using a thick-walled steel tube of approx 8 ins diameter with an open slot running along it's length.....this was attached to the cylinder bore at both ends and allowed to rotate under power (air or electric)
Passing through the middle was an Acme threaded bar of about 3 ins diameter------ this also went through a large tool carrier which was threaded to accept the bar....This complete assembly travelled within the hollow tube........A lathe -type tool was bolted onto the tool carrier and also protruded out of the slot.......Thus if the bar was rotated the lathe-type tool would provide torque reaction and the tool carrier assembly would advance along the inside of the tube....The actual RATE of tool advancement was obtained by the use of two gear wheels with different gear teeth numbers and a vernier assembly.....
That's as much as I can remember about it. I would give the SVR Workshops a phone call or E-mail for more detail
Bernd: Yes, you're right, the sleeve it self is cylindric, only the ends are tapered, but not only outside the working area as they should be. I remember the taper went too far inside - and this causes the trouble with the rings, they expand and brake.
The book you sent me is an overpriced reprint. I don't think it's in what you're looking for.
I tried to call the workshop Meiningen, but no-one picked up the phone. Was probably too late for today, they start and finish early, and there is only one shift working.
Attached is the bible for running repair depots (German) and for workshops (English). No information about the sleeves.
What Alan describes sound very much like the Bosnian solution for the problem. However, I don't fee fit enough to build such thing. It would be great if they could find their equipment which is very likely still available.
Arron: Yes, I know the taper that you are referring too...caused us much pain trying to put the valves back in. The first head is difficult enough but this soon goes down the first sleeve, then to the wider section where the rings open out and possibly brake. Then you have to put the second valve head in...but at this time the first valve head is down the other end and the rings are being squeezed and pressed in again...oh what fun!
I thought that the book was a copy, not seen another one yet. Plenty of reprints at silly prices on Amazon.
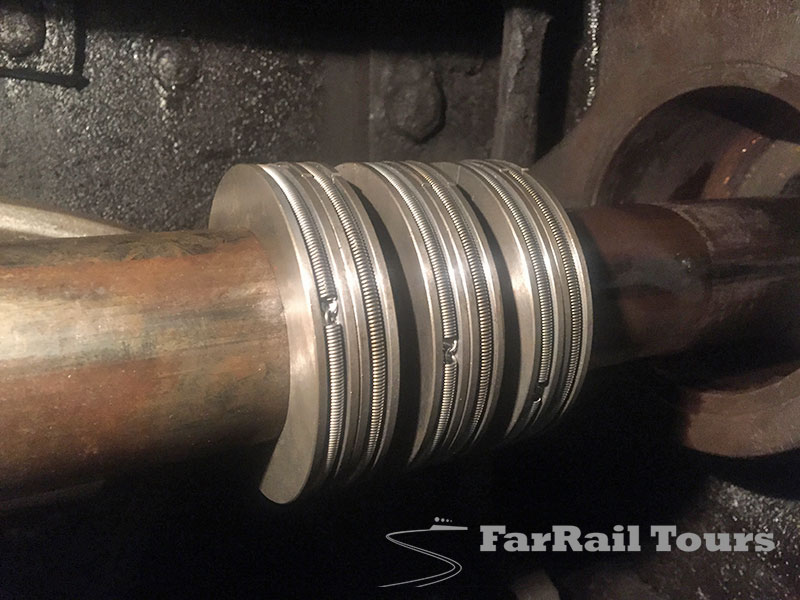
The new cover- and seal-rings FarRail Tours bought arrived in England. In German "Deck-" and "Dicht-Ringe", a term which is often used below.

Noel: Dear Bernd & Arron,
I am pleased to know that you have almost done with the machining of the housing for the piston glands. Amidst clearing my back log of work, I need to meet the General Manager of Railways by next week to explain matters and get permission for you to come and finish the job with loco 213. Therefore, please do not book flights until I get back to you with the okay from Railway.
Meanwhile, it will be very helpful for me to explain matters to the General Manager Railways if I go with a detail letter from you explaining the matter that as steam enthusiasts who regularly visit Sri Lanka to run steam tours with Viceroy Special, you have come up with a solution to repair the loco 213 which has a persistent problem of heavy piston gland leaks which the railway men unable to arrest due to lack of technical know- how. Therefore, with your expert knowledge and being an ex-railway Chief Engineer, you are willing to provide technical support and necessary material to ensure that repair to loco 213 is done once and for all so that this loco can be put to good use again.
Bernd: Dear Noel,
Thanks for coming back. The matter is very simple: you don't have the needed material, fine cast iron, to produce a proper gland housing.
We'll also bring brand new split and cover rings for the casting, which you also not have in stock. And please let he GM know that's not the last thing we'll do, it's only part of the job which needs to be done. We can tell you more once we have seen the valve sleeves from inside. What needs to be done can only be said afterwards. Maybe we need to machine it new (then it would become round again, it's oval at the moment) or we even need to replace it. This is a difficult job and I hope it's not necessary. So please apply for two visits, the second one can't be said exactly when it is - or even better a general permit to help the workshop people.
Best regards from UK,
Bernd

Noel: Dear Bernd & Arron,
Today, I met GMR and got the green light for you to go ahead with loco 213 repairs at Ratmalana Workshops. Arron, I suggest you avoid coming next week as we have the presidential election on this Saturday and usually railway men will not do much work these days except discuss politics and soon after the election, celebrate or fight between factions won and lost. That is the way things happen here so better avoid these two weeks!
How about last week of November? If you come on Sunday 24th we can start work from Monday 25th onwards. Please let me know to make arrangements accordingly.
Bernd: Arron,
Please check Turkish Airlines, they allow usually tow bags 23 kg each, or Qatar, they usually allow 40 kg.
Arron: Hi Noel
Sri Lankan Airways, 40kg baggage allowance of these flights, perfect.
UL504 arrive 12:40 Sunday 17th.UL505 depart 02:20 Saturday 23rd.
All booked, see you on Sunday.
Regards Arron
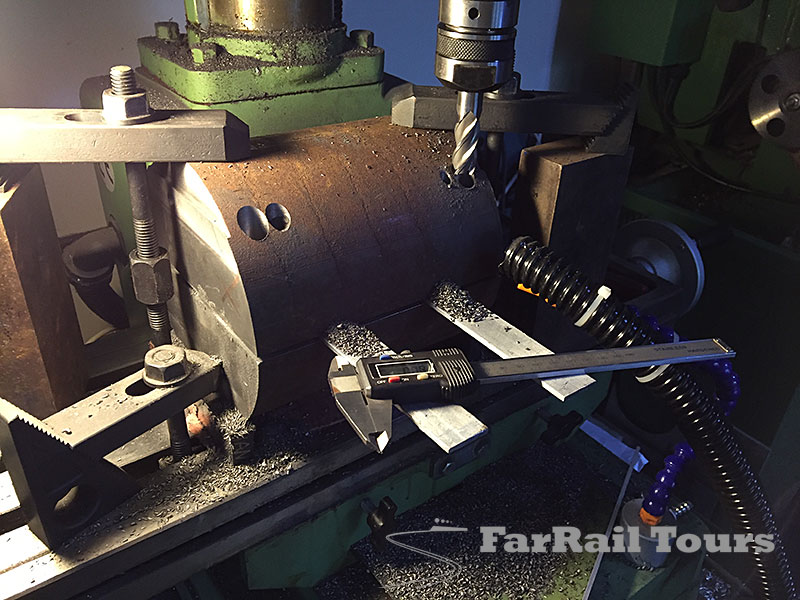
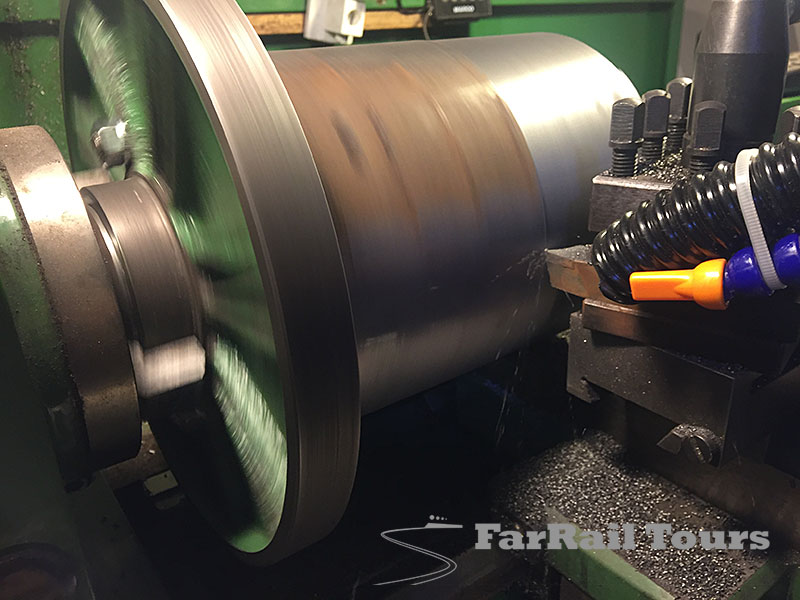
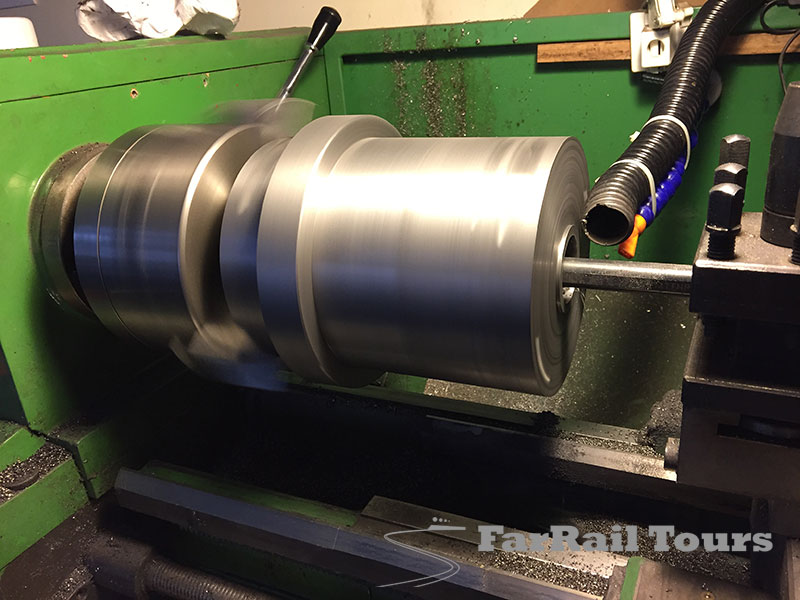
Machining the gland housingArron: I get lots of pleasure out of it technically, the housing is almost too big for my lathe, it only just fits and I have to be careful, but it is a good challenge.
Working in the Workshops with those folk is another pleasure. If you are missing anything it is the joy of being with them, enjoying a laugh and a smile, seeing them excited as they have a 'real' expert come to help them. Enjoying sitting having tea and talking about life. After you left I did not have a break in the office, they took me to their tea area near to 251. There it was just the workers and they enjoyed asking about life, work, education, family and even sex! Oh what a joy to be there again.
The first one is almost complete and bored...it weighs 14.8kg!
The second is being bored now, so not much more to do. I have been checking the airlines, you are right, Turkish allow 2 bags. BA allow up to 32kg...very close.
I might take some off the end of the housing, to allow it more clearance from the cross head. I am thinking that its position could move with play in the bearings and the axle boxes. If so it will be a little lighter.
I will keep in touch and we will have decisions to make about the valve bores, so I will email you each night, as before.

Arron: Hi Noel
The visa has been issued.
In March when Bernd, Pete and I were with you we had a bright, young and cheeky driver, I can not remember his name. But he seemed interested in everything. I sat up front with him and we talked about many of the things we saw. During the day he sometimes came into the workshop with questions, he also spent a lot of time looking on the internet.
If we can not find a boring machine within the workshop we will need to find one outside. Truck repair companies and ship repair companies are the obvious places. It may be very handy to have that young driver available, with his attitude he may well be the kind of guy who can make contact with these companies and find us the machine.
Perhaps you have similar people, but this guy seemed to have the drive to do it. He even started teaching me to count in Sinhalese. Have a think about this and see what you think.
See you soon.
Regards Arron
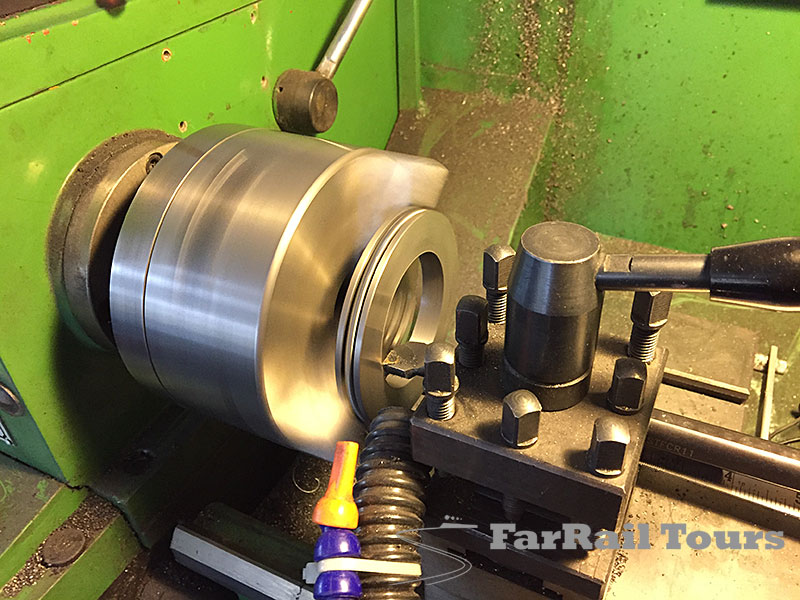
Machining the cover rings
Arron:
Machining right hand Deckring's to 72.15mm
Left hand ones are 71.85mm.
Noel: Dear Arron, Bernd,
I have good news for you. I found an Engineering Firm who has a Mobile Boring Machine. First they want to know the size of the valve sleeve (diameter and the length) to confirm if they can do the job. Please let me know these details as fast as possible.
Sorry, Damith, the driver who worked for you earlier is not available as he is on a tour.
Bernd – If anyone want to wire money to do this job, ask them to please use our below account.
Very best,
Noel
Arron: Time to pack!

Bernd: Please follow the current development in Sri Lanka here: https://www.aljazeera.com/ I don't want you to affected by any unrest. Currently it's calm, only one idiot shot on a bus of voters, but no causalities.
Take care!
Arron: Not looking. Not going to any tourist places nor staying in the city, so I have no worries. 40kg in a rucksack is heavy!
39.2kg on the scale. And that's with my callipers and micrometers in my hand bag...that security made quite a fuss about.
Bernd: Hi Arron, Did you arrive well? Are you okay? Bernd
Arron: Hello Bernd
Monday nights report. Arrived fine, bag was very heavy and difficult to handle on and trains, underground and in the airport. I was very pleased to hand it to the airline. Got through customs with no issues. Was met by Noel. Hotel fine. Walked on the beach yesterday afternoon, just a lovely relaxing time after flying.
First day, seemed pretty much a waste of time. They had elections on Saturday. Counting and announced the winner yesterday. Presidential speeches today, a new guy who is going to change everything.
So today was a half day, for the few who even turned up. Everywhere was quiet, apart from fireworks. The loco is still at the depot, its where it was in July, despite requests and promises to move it. It's being moved this afternoon, but we'll see. I got a nice big lathe, even set up one of the housings...then the machinist went home. At 1 o'clock they told me to go back to the hotel as everyone was going home. I did have a good look among the spares / scrap pile, I can only find the 3 valve heads. I got Manue to help look but it seems there is only 3. We will have to make the 4th. They are 210mm. My notes give the current valve bore as 205mm.
Can you look in 'Die Dampf Locomotive' and see what the valve head to bore clearance is? Thank you.
251 is now parked outside Sandun's office, where we worked on 213. They plan to steam it on Wednesday, it will be interesting to see how it is. 1 day gone, 4 to go. So I had a bite to eat, few minutes rest and thought I should be outside somewhere. Walked to beach with no plan, decided to go north instead of south as usual. Came to a station, and decided to ride trains. Tried to buy a ticket, got one, not to the place I asked for, at 10p. Spent the afternoon riding trains along the coast, twice managed to talk my way into the cab. I watched the sun set, with heavy rain and an amazing lightning storm across the sea...whilst sitting in a little bar with a beer. Day well spent?
Hopefully more locomotive and engineering to report tomorrow.
Regards Arron
Bernd: Good evening Arron,
Good to hear you and the material made it to Colombo. Yes, I can imagine that it was heavy! Also good to hear you had a relaxed start. Good for you, not for the project.
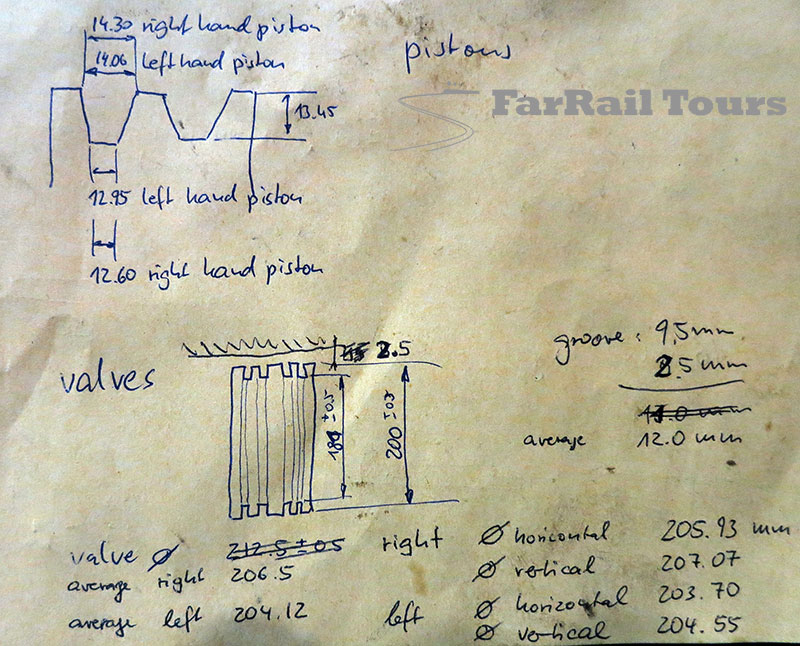
Measurements: diameter 210 mm: when new 0.4 mm in cylindric (circle) difference, when worn 1.1 mm allowed - this is the measurement when the valve sleeves need to be bored. Difference between valve heads and valve sleeve when new: 2.0 mm, when worn 3.0 mm. This is not in the bible ("Die Dampflokomotive"), this is from the DVB946 appendix 3 - the magic one (attached). See page 4 point 1.5 and 1.6. But this is also not a set thing for everything. Point 1.7 allows a "Ringstoßspiel of 6.5 mm when worn - which is in many cases too much already. I would not allow more than 5.9 mm up to 220 mm.
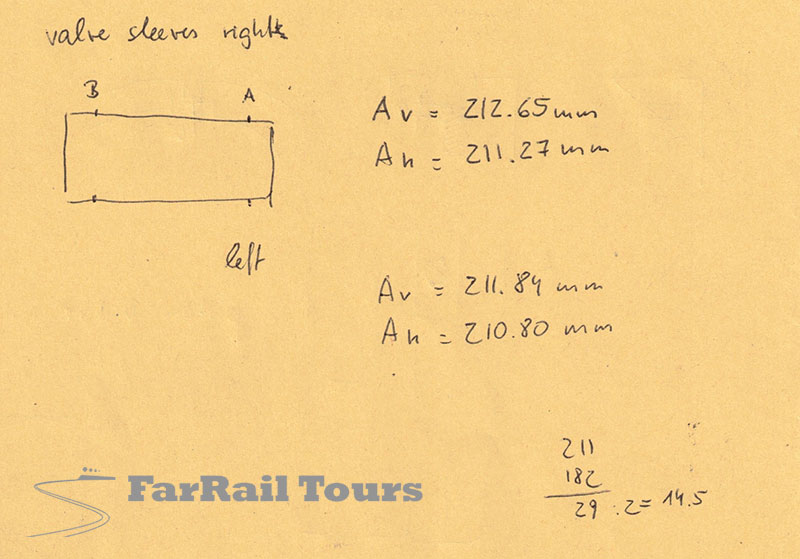
The difference of the valve heads in themselves (point. 1.8) is given with 0.2 mm when new and 1.0 mm when worn. So if possible we should use the old valve heads. Because the material of a new valve head should be very fine grey cast iron which is not available in Sri Lanka. Hope we can use the old ones. The valve bore is
right: 212.65 front and 211.27 back end left 211.84 front and 210.80 back Attached my note sheet. This means 210 is even too small for the right front one (2.65 mm difference). The sleeves are worn, so worn. Yes, day well spent! Cheers, Bernd
Arron: Thank you for the information.
On arrival this morning it was good to see 213 standing inside the workshop. Part way through the day the shutters moved them around so now 213 is in the usual place and 251 outside for steaming this week.
So today we pulled the RH valve out and found the broken valve head as you now know. What was very surprising is that there is no damage to that valve bore. How did all that metal break off, get smashed into the tiny bits I found in the gland and not damage the liner? Very strange, but happily so.
Tomorrow we will pull the other side out and hopefully it will be similar. The guys came to look at and discuss the boring. They have several methods but line boring would be best. This is where both ends are machine at one setting, ensuring that they are perfectly aligned.
They also said that they could remove the liner, machine it and replace it. So I told them that the machine was more than 100 years old. Then asked if they thought removing them wise. Answer...no!
The bores are in good condition. Apart from a little oval and some extra wear where the ports are. It is a difficult question, whether to bore them or leave them. As we are going to all the trouble to order / make and fit new rings it does seem sensible to bore them.
The guys from the boring company said that they can get good cast iron in Sri Lanka. I asked where several times, but they became deaf. We need to get Noel to make enquiries.
I also dismantled the RH side piston gland. The piston rod is now 1.5 mm below centre line. It is the same though out the stroke. So we are going to adjust the packing on the slide bar to correct this. I want to do this so that it is as correct as possible before fitting the gland housings into position. We will also pull the piston out tomorrow to check the rings and clean any bits of the valve head and rings that may be in there. So a good day with much done. Attached are a few photos for you.



Bernd: Many thanks for these pictures.
It's a very difficult question whether to bore the valve sleeves or not. I recommend to measure their thickness. If it will be above 8 mm after the new bore we could do it if not too expensive. The other big concern is: the new valve heads have just 210 mm in diameter while the bore is already 212.65 at one end. There is not much gained if we bore them to 213 - then they would be leaky again. Or the rings will crack again. So please check the thickness of the valve sleeves. 12 mm would be great, 10 mm okay and 8 mm just acceptable. Below they will crack.
If there is good and fine grain cast iron available it would be of great help. At least for the rings. For the valve head I fear you need to find something in the UK.
Why the piston rod is not centred any more? That's strange.
Best regards from a train to Dresden, Bernd
Arron: Another day spent at the Sri Lankan pace...but productive.
I spent sometime rechecking the RH slide bar, and thinking about it. It only needs a 0.75 shim at the front end to be correct. The LH is the same. We pulled the RH piston out. No damage to it, the bore or the rings. So it's gone back in.

We pulled the LH valve out. It's even more broken than the RH side one.

I do not know the answer, but I have a suspicion. When we refitted these in March we had a really hard job to fit them. It's passed through from the front as an assembly. The front valve head starts in the lead at the same time as the rear valve head starts in its sleeve. This is a difficult operation. Also in March we were having difficulty with new old stock rings that were the correct size but being in piston heads that were 10mm or more undersized.
It took several hours to get each of them in. I did find them at one point with a block of wood and a hammer. Trying to get both sets of rings to start. I stopped them.
I wonder if these somehow got damaged during fitting. Perhaps just a small amount and then those bits of broken metal have damaged more before passing away.
I do not know, I have not seen or heard of this before. I will pass these pics to a few friends, to see if they have heard of this type of damage before.
We still have to remove the rear cover to inspect it properly. But the liner appears undamaged.
I have assembled the Deck & Ditchrings ready for fitting the RH housing.
I have drawn out the clamping system and passed the gland cover to shop 41. However, they are so slow at everything that I can not see this all getting done before Friday night. So I will get Sandun to have a word with them tomorrow. I can happily machine it myself if I can have a lathe.
A UK tour group came in today, RT & P tours, about 20 people, all old English guys, all with the same flopping hats and scribbling notes in little books. They were surprised to see someone from the UK working on the loco. Although chatting with them it did seem some were on your email list.
Q. 'Who is paying for this?'
A. 'Bernd Seiler of Farrail.'
Q. 'Why would he do that?'
A. 'He sees it as part of a legacy that we who have enjoyed steam around the world should help the last few remaining countries to operate them for future generations. Also, we can use them on rail tours.'
Q. 'What are you personally getting out of it?'
A. 'It's much more fun working with these people than working at the Great Central Railway in England. And, next February I will be firing this loco up the line to Candy.'
The big question is shall we bore these liners?
I think we should think about this and decide. Then we can manage Noel and Sandun's expectations.
We expected that they would be damaged, but they are not.
It would be much better if we did bore them.
However, the locomotive is not really going to get a lot of use on heavy trains. It is not going to be used on a main line steam tour like some locos in the U.K. and Germany running 300km at full line speed.
At the moment we have 3 valve heads that can be used. If we bore them and more is taken away than we would like then the 3 valve heads may not fit properly.
This is the big question.
Tired and frustrated with the slow pace of working, but really enjoying doing this.
Bernd: Oh bloody hell. This looks horrible. I think our rings caused the problem, they where too tight in the sleeves. In addition with the 100 years old valve heads it was the end of it.
Boring the sleeves: how much of material thickness is still available. The sleeves need to have at least 8 mm thickness, otherwise you can not use them, they will crack.
So if the material thickness is sufficient we could very gently bore them, if not we can't. Producing new ones is not viable in the remaining time. Getting them in the cylinders may be very problematic, and producing a new cylinder is beyond everything we could do.
I will send your report to someone who has a clue about valves, but we may not get an answer from him.
One thing for sure: if they didn't know in which position they needed to put the valves in, then this is the major factor of the damage. The ring opening must facing towards the sleeve position without windows. If the opening come into the steam windows they will brake.
For the decision about boring the sleeves please measure the thickness of the valve sleeves. Only then we can make a decision.
The cover and seal rings looking really nice. The seal rings cuts should be steam tight, there shouldn't be gaps. I can't see it from the photograph, but you can see it on site.
Are all four valve heads broken?
Arron: Thank you for the quick reply.
The valve liners are about 15mm thick, so fine.
I am concerned that they take too much out.
What is really to be gained in boring them when they look ok? I know it's not perfect, just concerned that they remove too much and so make new problems for us.
It's not the ring end position that was the problem, they are in the correct positions, not in the windows. The rings on the front valves are fine.
Only the rear valve heads are broken. Not the front ones. Which is why I am concerned about how it was installed.
They say it was never a problem before. So perhaps it was just the old stock rings + the big space around too small a valve head + some poor fitting + very old parts.
I will take a broken valve head home to copy.
Just thinking ahead.
There are a few things that the workshop can do themselves now.
Make and fit new valve rod bearings front and back.
Make new valve rod gland.
Can't remember what the others were.
I will make sure Sandun understands that these need doing. Then write a note to him with the list, copied to you and Noel. They can get on with this.
Also thinking ahead. Shall I plan to come back in January, 2/3 weeks before the tour.
Bring 1 x new valve head and new rings.
Supervise machining the other 3 valve heads.
Fit the new valves and new rings.
Steam test.
The gland rings fit really well. There are no gaps. They are going to work well, like they are designed to.
Bernd: ich brauche eine zweite und am besten noch eine dritte Meinung. Wir haben jetzt die Schieber der Lok in Sri Lanka gezogen, und es sind nicht nur die Schieberringe, die gebrochen sind, es sind die Schieberkörper. Wie kann das sein, was haben wir falsch gemacht?
Wir haben jetzt eine Firma gefunden, die mobile Bohrwerke für diese Schieber (Durchmesser 210 neu, jetzt 211/212 mm) haben. Die Frage ist, ob wir es tatsächlich tun sollten.
Bernd: Hi Arron,
The advantage of boring them is: they will be round and cylindric again. The disadvantage: valve heads are only 210 mm - so the bore should not be bigger than 212 mm, max 212.5 mm. If they could do that it would be okay. So if the company can assure us to limit the valve size to 212.5 mm at most it's fine.
I have no idea why the backside valve heads broke and the front side didn't. It may have something to do with the build-in process.
We can use the old valve heads which are still fine and would just need to replace the backside ones. It's a matter of time. Producing a new valve head is something we never did, and we don't know the challenges. It's more important that the sleeves are cylindric and round than the valve heads.
Both sides of the rings needs a small chamfer. I can't remember if we did this with the rings we used.
Coming 2/3 weeks before the tour would be really helpful. You have a free seat on the tour and I'll deduct 50 % from the Burma invoice to cover your expenses.
I would also come earlier to Sri Lanka, my only concern is that I'll travel from Sri Lanka directly to China.
Arron: Boring. Ok I get all your points.
Valve heads. I think we are missing something about them in your understanding. I will measure the new heads properly tomorrow, they could be slightly more than 210mm as they will not fit into the bores.
Further, the current valve heads are very small, perhaps only 200mm. Yes, at least 10mm smaller than required. Remember in March we were trying to make and fit rings that were about 12mm deep?
So we can not use the old heads. In this picture you can see the difference.
One of the old valve heads is sitting on top of a new one. The other side is level, so this shows the difference in diameter, which you can see is more than the thickness of the ring groove. The groove is 8mm.
Yes, we can plan January in the next weeks. I just wanted to say what I was thinking.

Bottom: new valve head, top: worn valve head.
On 21 Nov 2019, at 02:38, FarRail Tours wrote:
Bernd: Hi Arron,
Yes, right, we needed to use very tall rings to make it steam tight. The difference between valve heads and sleeves was enormous.
Okay, then we need to manufacture one new valve head, agreed.
You should do a selfie: you and the valves :))
Cheers, Bernd
Bernd: Dear Shaun,
we have a problem and don't know the reason. We replaced the valve rings (all of them), built in the valves again and then the rear valve heads broke while the front valve heads are undamaged.
Diameter of the valve heads about 210 mm, diameter of the valve sleeves 210.8 - 212.65 (oval, worn). I know that the difference in diameters should be 2 mm, max 3 mm, but we wanted to get this back to service.
Actually producing a new valve head is something we never did. They do not have appropriate material (cast iron) in Sri Lanka. We found three valve heads in the scrap with a diameter of 210 mm.
Any ideas?
Best wishes, Bernd
Bernd: ich brauche eine zweite und am besten noch eine dritte Meinung. Wir haben jetzt die Schieber der Lok in Sri Lanka gezogen, und es sind nicht nur die Schieberringe, die gebrochen sind, es sind die Schieberkörper. Wie kann das sein, was haben wir falsch gemacht?
Wir haben jetzt eine Firma gefunden, die mobile Bohrwerke für diese Schieber (Durchmesser 210 neu, jetzt 211/212 mm) haben. Die Frage ist, ob wir es tatsächlich tun sollten. Die Materialstärke der Schieberbuchsen ist mir noch nicht bekannt, ich habe aber schon zwei Mal angefragt.
Unten der Bericht von heute. Viele Grüße, Bernd
A: Hallo Bernd,
die Ausbrechungen sind sicher im alten Gußgefüge zu suchen. Dann kommen noch die neuen "gehärteten Schieberinge mit engster Toleranz dazu. Ursache für die Brüche kann auch eine zu tief gestochene Ringnut oder ein zu flachen Schieberring sein. Die erste Ausbröcklung bleibt an einem Ring hängen und zieht Riefen bzw. bringt Querspannungen zwischen Ring und Nut. Folge ist der Bruch der Zwischenwand. Am wichtigsten ist, daß die Ringarretierungen bei schmalen Schieberringen (Stege, Schrauben oder Stifte) nicht wandern. Bei breiten Ringen (wie beim Kolben) spielt das keine Rolle.
Einfachste Lösung zur Behebung wäre ein Schrumpfring, der den Teil der Ringnuten und die Steuerkanten ersetzt. Ein Schrumpfring kann aber nur aufgesetzt werden, wenn darunter (zum Hals) noch genügend Materialstärke vorhanden Ist. Problem ist der Aufbau des Schiebers. Hat die Lok eine Voreinströmung? Wozu dienen die Bohrungen in der Mitte der Schieberlauffläche? Stützt sich der Schieber nur auf Tragbuchsen ab, oder ist bei Bild 2 ein Stützkörper ähnlich der Bauarten Trofimov oder Nikolai noch sichtbar?.
Könntest Du bitte nochmal ein kleines Video rundum, und insbesondere von vorn und hinten schicken ?
Arron: Hello Bernd
Today was as slow as usual.
We have removed the rear cover from the LH valve, there is no damage to the sleeve.
I got the RH housing back from Workshop 41. The operation that I could not do was the boring of the slots for the Deckrings, I had lots of vibrations. They have done a perfect job of the boring, to the exact measurement and to a high standard of finish. They have also converted the old RH gland to the clamping ring.
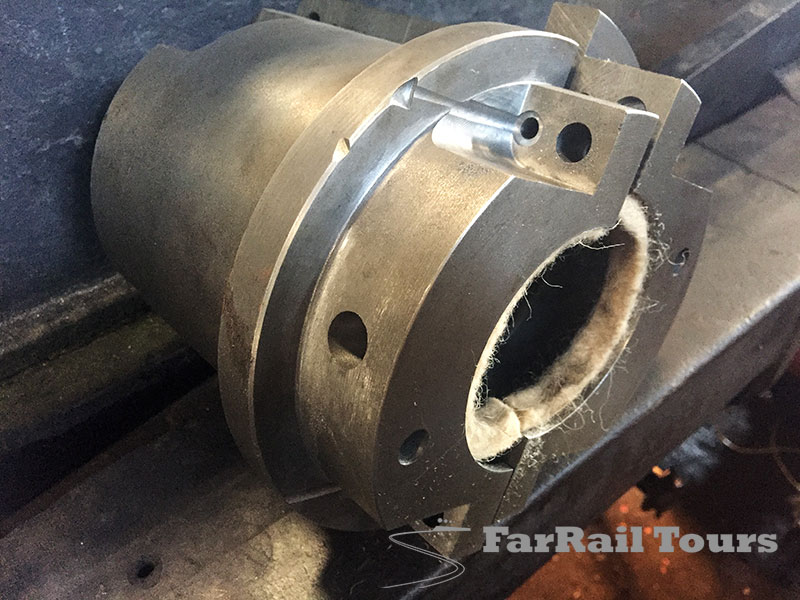
So today I could assemble up the first housing, the Ditchrings and the Deckrings. I have machined a groove for an oil seal and drilled the upper housing so that the oil pipe feeds oil into the housing between the oil seal and the first sealing ring.
There has been a lot of interest in this system and how it works. They are confident that they can assemble up the LH side on their own, and I shall leave them to do so tomorrow.
I have drawn the new valve head, it's really a simple turning job. Then the machining of the ports is a job for the dividing head on the milling machine. Not too complex, but again rather large on my machines. Another good challenge.
Noal called by, he is not available tomorrow so called in to thank me and to say goodbye. We had a meeting with Sandun to discuss the next steps. They do not want to risk boring the liners. They see 2 problems. One is time and the other is the threat of something going wrong.
They talked a lot in their own language, then translated once they had agreed. They needed and asked for help because the loco steamed badly and leaked lots of steam. They are convinced that we have already sorted the steam issues. And seeing what we have done with the glands are confident that the leaks will also be sorted.
So they feel that we should not bore the valves. But instead fit the new heads and some new rings. They are confident that we can do this. Personally I think they are right...but they have left it to me to tell you!
I suggested that I would come back in mid January with a new valve head and new rings. They are happy with this. It gives the workshop time to fit new bearing bushes to the valve rods and to make new glands for them.
They are very happy and appreciated what we have done so far and the commitment to see it completed. Noal even gave me a hug!
Regards Arron
Bernd: Hi Arron,
Thanks for your report and the pictures! It looks good.
Just a quick request from another steam loco expert: could you take pictures from all sides of the valves, front, back, total.
I found in your pictures that the valves got way too much oil.
His idea why the heads broke is that we machined the groves too wide (8 mm) and the material was not good enough (any more). After 80 years in use it's difficult to re-machine the groves. Another things he thought: the grooves were too deep (and my add on: the rings where too high - but we had no other chance to make them steam tight).
When assembling the glands please take care that the split rings (Dichtringe/seal rings) are facing towards the cylinder and the cover rings (Deckringe) towards to atmosphere. Please tell the workers that this is essential to make it work.
What, you drilled a hole in the casings??? This is a steam leak! I can't remember that there is a whole for getting to oil into the gland. Please see attached picture. Do you have a picture at which position the groove is visible?
Do you have the rings who are pressing the gland housings in? Two pictures attached. Or how do they hold the gland housings in the site?

*****
About boring the valve sleeves. Thinking twice I would bore them if the company can do it very gently, taking out only half a mm to make them round and cylindric again. I consulted two dedicated steam loco experts and expect their answer tomorrow morning. The only question is how good is the company who could drill the sleeves?
*****
Yes, the loco was a bad steam producer - but on the other hand is was a huge steam waster. There are two sides of the medal. And if they will not stopping the loco from leaking so much even the best boiler wouldn't be able to provide sufficient steam on the stiff gradients. A chain is only as strong as its weakest link.
With the better petticoat, the washout, the adjusting of the centre of the chimney, closing the leaks in the smokebox, adjusting the parallelism of cylinder centre and slide bar many things are done, but if we can't get the valves working nothing is gained!
However, I have the feeling you're the best man for this job!
Keep on your good work!
Cheers,
Bernd
Bernd: Hi Arron,
I think I can see the bore for the oil now in this picture. That should be a a position which is harmless. Sorry, I was afraid ...
Best wishes,
Bernd
Arron: Good Evening Bernd
As I do on some nights, I walked up to the Mount Lavinia Hotel for a beer, the group was there. 17 people. I've been talking with them for a couple of hours. None seem to be interested in good railway photography but there was some interest in Sandoaling ...
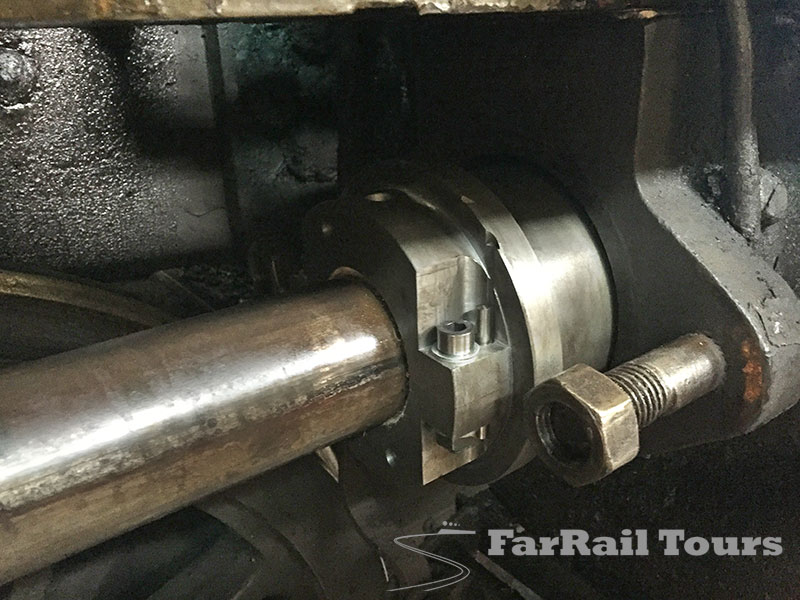
Oil hole and groove.
I have been looking at these drawings for 7 months. As an Engineer there are a couple of things I have changed...because I had to.
The old gland was oiled, from a pot on the running board, via a pipe to a 20 mm wide metal thing with felt in it. In our design the length is a problem, I couldn't make it the same length as the drawing, the cross head would hit it. The drawing gives the length as 190mm, these are 172mm. So I have had to save space where I can. One thing I decided not to change was the position and spacing of the Ditch & Deck rings. But other things need to change to allow the housing to fit. So the taper pins are 7mm instead of 14mm and they are closer to the bolts etc.
Another thing effecting the length is the oil thing. One way of overcoming this was to throw it away and then design another way of lubricating the gland.
Look carefully at this picture, you will see there is a felt seal fitted into the oil groove. Now look at the left side, this is the upper part of the housing. You can see just past the felt the oil feed hole. The oil pipe fits into the top of the housing above that hole. It is on the atmosphere side of the rings. Don't worry, I have been looking and thinking about this for many months!
Oil on the valves.
I also think there has been too much oil in both cylinders. There is carbon build up in many places. When we have the loco running we need to teach them how to use the lubricator properly.
Ring thickness.
I will take the pictures as requested.
The original rings were already 8mm???. I did not see this part of the process in March, I was looking and thinking about the gland. Did Pete machine the grooves to 8mm or were they originally 8mm? The new, old stock rings that I fitted in March were 8mm, no other thickness was available. So I think it has been running like this.
The new valve heads have 6mm grooves, so I was going to ask at Great Central what they recommend before ordering rings. So it is very interesting that your friend has made the same comment.
Dichtrings.
The drawing shows the Dichtring is first, as you say. So this is how they are fitted. The rings have been on the shaft for more than a day. They have been touched, looked at, turned, inspected, discussed and questions asked by all the guys. They have seen that there are 2 types and that one is first. And I have explained how they work. So I think they will all understand. But I will make sure that they know this point again. I have the drawings blown up to A3, I am going to leave them with Sandun, I have another set at home.
I will take pictures of the clamping ring tomorrow. It is the old gland that has been machined to do this new job. Again is has saved some space.
My measurement trip in July was about understanding the surroundings that the new gland system would be in. I saw that the space was tight. I also had to consider that any extra movement in the axle boxes and horn blocks when running would effect the cross head position. Also play in the connecting rod bearings can do the same. This is why I thought that the measurement trip was important. I leaned many things.
Don't worry, it is going to work fine.
Trust me, I'm an Engineer!
Regards Arron
Bernd: Hi Arron,
Yes, I found it as written in my email - obviously our emails crossed in the orbit. Yes, you're are an engineer! A very practical one, which is very good.
That's interesting that you met them again. Great!
If I remember correctly the grooves had about 7.5 to 8 mm, Pete machined them a bit wider, to some 8.2 mm. Attached what I have here.
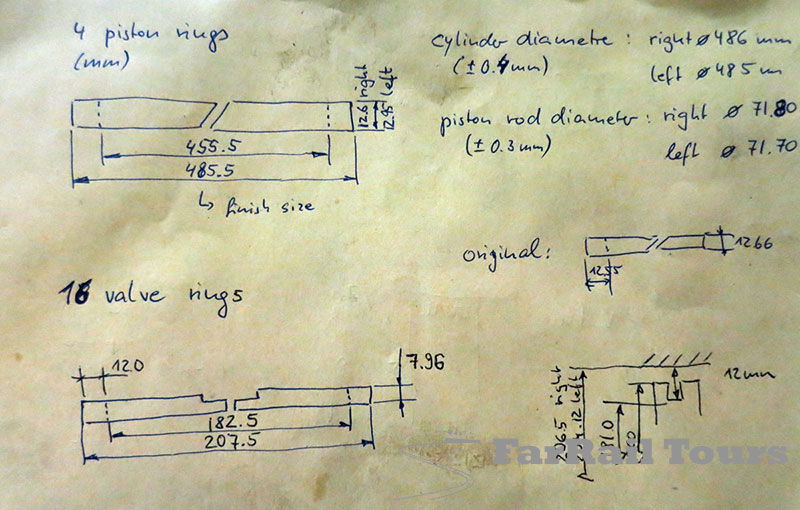
Doesn't say how wide they are, but that they are with 9.5 mm very deep. Yes, valve rings are usually not so thick and 6 mm is a good size for the diameter we have.
I'm not concerned that you could change Deck and Dichtringe, but I am concerned that the Sri Lankans don't know that they need to care this subject.
I never trust an engineer, because I am an engineer :))
Cheers,
Bernd
Shaun: Many thanks Bernd, also for your phone messages during the day. Sorry that I have not been able to look at this during the day, I have been up to my eyes in meetings today and all week.
I am only now able to focus on the matter. It is a complex problem. It seems to be caused by a multiple of occurrences, not just one factor.
A rebore is ideal but then what are you left with? If you cannot make new valve heads it is complicated so in order to keep the loco running (just about) you have to carry out a halfway house repair, which is what is being done. I see no real way of a proper cure unless a rebore and new heads can be made. Yes the new rings will compensate but due to ovality and other factors will have short lives.
One matter, and a very important one, that has not been mentioned here is that of lubrication. Can you send details of the lubrication arrangements for the valves and pistons please?
Best regards,
Shaun.
Bernd: Many thanks for your reply, Shaun,
We have three valve heads, found in the scrap. They have a diameter of 210 mm - so much better than the worn ones who have a diameter around 205 mm (valve sleeves 210.8 to 212.65). And the groves are just 6 mm with, not 8.2 mm as in the worn ones. We can machine a fourth valve head in England.
So I will cable to Colombo they should bore the valve sleeves. I just hope that the company who does it know their job!
Lubrication is not an issue I assume, they provided an over-supply of oil. You can see it in the attached pictures, the valve windows are full of sticky oil rests. And they did only a short test run after they were cleaned. They are using a hydrostatic lubricator. I didn't go into the details of the lubrications system, so I can't tell you.
I was surprised to see the rear valve heads are both cracked while the front valve heads are undamaged. If there would be an oiling problem it's more likely at the front end valve heads.
I think with new valve heads we can solve the problem because the groves will be not so deep and not so wide as well as the rings will not be as hight. I'll purchase rings here in Europe rather than taking some from the scrap depot in Sri Lanka or try again to find fine cast iron to produce new ones. The cast iron we found in Sri Lanka was not fine and had lots of blow holes.
Cheers,
Bernd
Bernd: Dear Noel,
After discussing matters with British (message forwarded) and German steam locomotive engineers here is the conclusion: it would be wise to bore the sleeves.
Reasons:
Combining worn and new parts is something which will lead to trouble and to abnormal wear and tear. The rings will not last very long when put in oval valve sleeves. The lubrication will be an issue which can't be solved. The rings will be stressed locally and will give a lot of wear and tear to the parts in the sleeves which they touch. The steam leaks in the valve will have a very bad effect on steam usage and power.
So please bore the sleeves. Do it very gently, the maximum bore they should reach is 12.7 mm. The widest part is currently 12.65 mm, the tightest is 10.8 mm. The bore should be very fine, and it would be fantastic if they could hone the sleeves. It's not really necessary but would be the fine touch you would give to them if you want the locomotive performing well and the oiling to be at its best.
So please talk to the company who does the job and tell them they have only one try! Actually they would have two (we could go to 213 mm in the worst case) but don't tell them.
Best Regards,
Bernd
Arron: Hello Noel and Bernd
Bernd, there are 3 points to consider.
Firstly, time.
There is not a lot of time. At the moment we know what we have and we know that we can complete it as Noel, Sandun and I discussed yesterday. Boring adds to this time line.
Secondly, unknowns.
At the moment we know exactly what we have. What if the bores change that? Cut off too much. Damage something etc.
Thirdly, accuracy.
At the moment we know what we have. When we came in March they measured the bores with a calliper...no, not digital... but 2 bent bits of metal bolted together and an old ruler. Lucky to get within 2mm accuracy. We are discussing things to 2 decimal places. When bored, how do we get a measurement that we can use to order rings that we know is correct?
Fourthly, purpose.
Noel said yesterday, we don't need to pull 10 coaches, we just need a loco that will pull 4 coaches without leaking steam everywhere.
My father used to say: "It is better to be nearly right...than precisely wrong".
These are my thoughts.
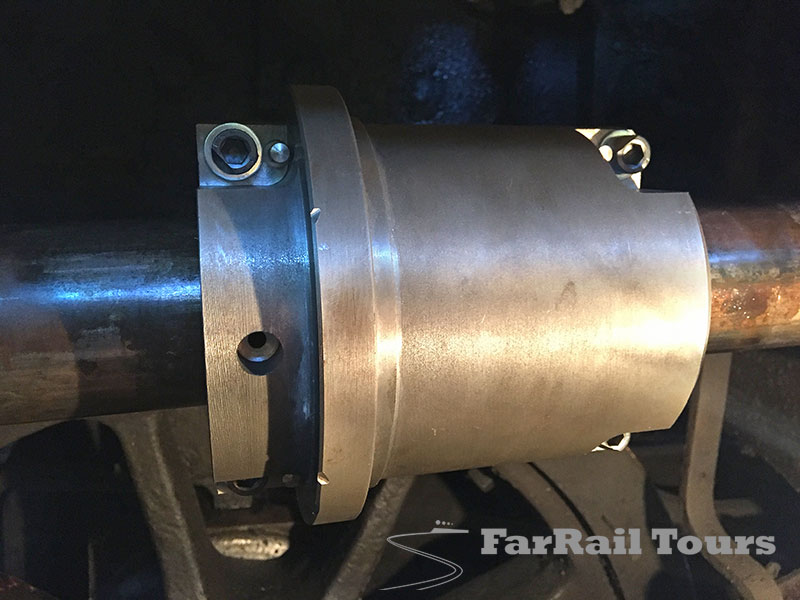
Arron: Hello Bernd
A productive day.
I explained to each member of Sandun's team the the Ditchrings must be in front of the Deckrings and why.
The RH side is complete assembled and finished.
As you can see it does not stick out far. The oil pipe is fitted and it all looks neat and tidy.
The LH housing and the clamp ring are in Workshop 41. The machinist did not come to work today. His work is very accurate, so I told them to leave the work for him to finish.
Sandun's team are happy to assemble the LH side themselves. The Ditch & Deckrings are already in place ready.
I have measured a new and an old valve head. There are a few dimensional differences but the new heads are useable. I have enough information to make the new valve head.
The valve assemblies are now in bits, and ready to be reassembled in January.
Oil. Thinking further about the amount of oil. The loco only ran a few km's before they stopped it. On assembly in March lots of oil was used during the process, so it could be that a lot of the oil is from then.
Later in the day we had a good look over 251. There was a few things that needed some adjustments so they will sort them in the next few days. Otherwise it's ready for a steam test.
Bernd: Yes, the oil oversupply might come from the first day of using it and the assembling process. They should just remove the remains of the over supply to avoid damage to the piston rings.
Otherwise: great job done!
Cheers,
Bernd
Arron: The valves are already in bits, so not assembled.
Also, it is 18:40 and I have already left, I'm enjoying my dinner.
I think we know why the valve heads broke, I'm not sure further investigation is required. It is each of these, perhaps one situation was fine, but all of them have combined to cause the problem:
New heads, with new 6mm wide rings and carefully installed...they are not going to be an issue.
Bernd: Yes, that's what I would like to see: the heads in bits. To know them a bit better.
Yes, all these factors combined caused the cracks. I'm just surprised that both rear heads are affected while the front end heads are okay. We did the same with all the valve heads. Maybe just bad luck.
We should think about the taper at the end of the valve sleeves. Maybe we should widen them a bit to make the building-in process smoother. I have never seen so many men working so hard to get the valves mounted. Usually it's an easy thing to mount the valves, they're just sliding in and only gentle to medium pressure is required. One problem were the rings, so wide and so thick, that made it more difficult to press them in. Slimmer and not so high valve rings are much better.
I have a ring company I can ask for prices. usually these rings are not expensive here. We just need to know the exact dimensions.
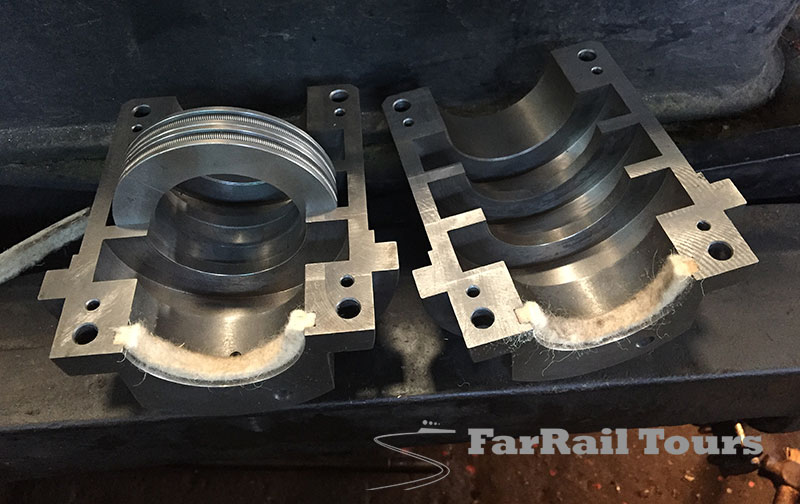
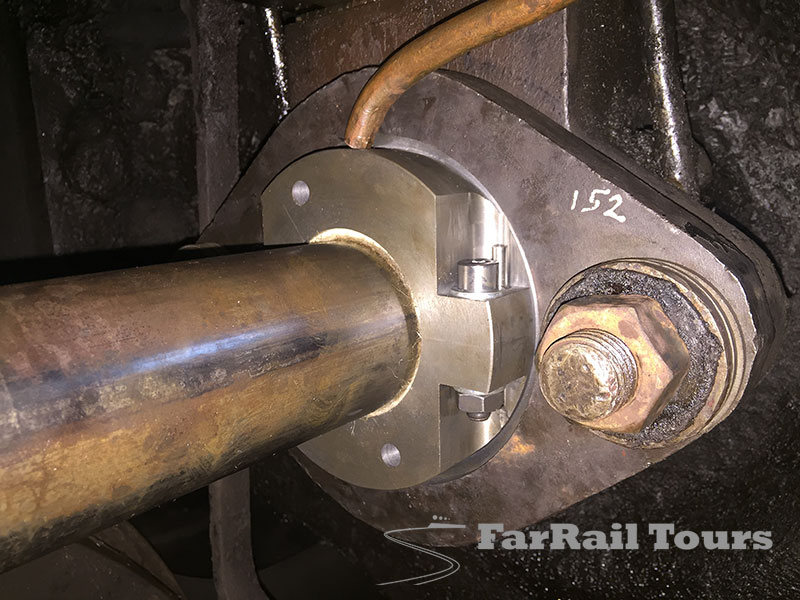
Arron: You had asked about the clamping ring. Here is a before and after, it's just the original gland turned down to make the clamp ring.

Bernd: the right hand one looks massive while the left hand one looks fragile ... Looking at the clamping ring again and again. I would say they need to check it daily and be very careful with it. As soon as there is a crack visible we need to machine a stronger one. This one looks not strong enough to me. I have seen them much more solid. I hope my fears are wrong.
Otherwise I really like the outcome of your trip. This looks all very solid and will do the job.
© FarRail Tours - e-mail: Bernd Seiler - zurück zu FarRail Tours
Click here to return to FarRail Tours